






产品分类 更多>>



英标H型钢材料:
对于D>1mm的管焊缝,由于要求双壁单影透照,所评定的是单壁焊缝的质量,透照时应缩短X光机与管道的距离(焦距),缩短焦距使射线穿过上焊缝的不锈钢垫板,这样就可以避免倾斜透照时上、下焊缝垫板的投影相互交织在一起给照相带来的不利影响。对于D≤1mm的管焊缝,由于要求双壁双影透照,上、下焊缝均要评定,既要保证下焊缝的影像质量,又要保证上焊缝的影像质量,应增大X光机与管道的焦距以此提高底片的清晰度。
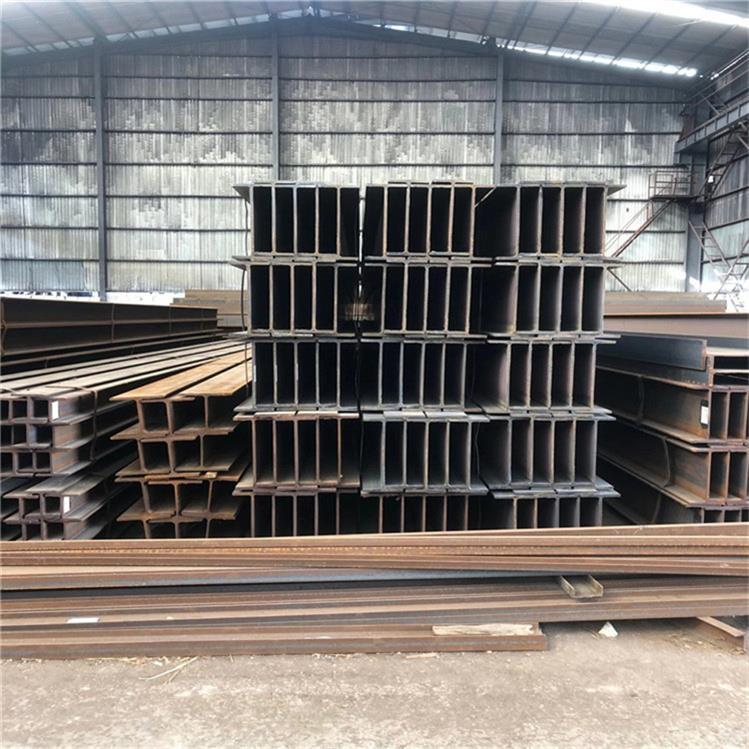
一、UB356*127*33英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢氯化钾(或氯化钠)镀锌工艺是20世纪80年代发展起来的一种全新无氰镀锌工艺。它主要成分为:氯化锌主盐,一般使用含量为70-90g/L。氯化钾作导电盐,使用含量从140-280g/L不等,根据不同需求可任意调整。硼酸作PH值缓冲剂,以稳定PH值在4.6-5.6之间。由于这种镀液是在室温条件下工作,硼酸的溶解度不高,一般含量控制在25-30g/L。
二、UB356*127*33英标H型钢热扎工艺手段:8、轧制时的金属流动与变形对混凝土结构的浇筑处理

四、UB标H型钢规格型号表:

钢铁冶金:其中,铸造高速钢轧辊可以采用的方法有:离心铸造法(CF),连续浇注外层成型法(CPC),电渣重熔法(ESR)和液态金属电渣熔接法(ESLLM)。高速钢轧辊热处理研究进展的主要内容包括以下几个方面:淬火对高速钢轧辊组织和性能的影响为了准确制订高速钢轧辊的热处理工艺。经1050℃奥氏体化后的连续冷却曲线分析得知:高速钢轧辊的贝氏体温度低于400℃,且获得贝氏体的冷却速率低于10℃/s,当高速钢轧辊的冷却速率超过10℃/s,则获得高硬度的淬火马氏体基体。
对于D>1mm的管焊缝,由于要求双壁单影透照,所评定的是单壁焊缝的质量,透照时应缩短X光机与管道的距离(焦距),缩短焦距使射线穿过上焊缝的不锈钢垫板,这样就可以避免倾斜透照时上、下焊缝垫板的投影相互交织在一起给照相带来的不利影响。对于D≤1mm的管焊缝,由于要求双壁双影透照,上、下焊缝均要评定,既要保证下焊缝的影像质量,又要保证上焊缝的影像质量,应增大X光机与管道的焦距以此提高底片的清晰度。
一、UB356*127*33英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢氯化钾(或氯化钠)镀锌工艺是20世纪80年代发展起来的一种全新无氰镀锌工艺。它主要成分为:氯化锌主盐,一般使用含量为70-90g/L。氯化钾作导电盐,使用含量从140-280g/L不等,根据不同需求可任意调整。硼酸作PH值缓冲剂,以稳定PH值在4.6-5.6之间。由于这种镀液是在室温条件下工作,硼酸的溶解度不高,一般含量控制在25-30g/L。
二、UB356*127*33英标H型钢热扎工艺手段:8、轧制时的金属流动与变形对混凝土结构的浇筑处理
四、UB标H型钢规格型号表:
钢铁冶金:其中,铸造高速钢轧辊可以采用的方法有:离心铸造法(CF),连续浇注外层成型法(CPC),电渣重熔法(ESR)和液态金属电渣熔接法(ESLLM)。高速钢轧辊热处理研究进展的主要内容包括以下几个方面:淬火对高速钢轧辊组织和性能的影响为了准确制订高速钢轧辊的热处理工艺。经1050℃奥氏体化后的连续冷却曲线分析得知:高速钢轧辊的贝氏体温度低于400℃,且获得贝氏体的冷却速率低于10℃/s,当高速钢轧辊的冷却速率超过10℃/s,则获得高硬度的淬火马氏体基体。





















